
In addition to the theoretical issues, which should be also taken into consideration, a careful attention towards the executive aspects of construction is very essential in Iran, where constructional activities are highly popular and the building industry has not yet reached a proper position. The following article — based on the latest information available — discusses metallic facades and the technological facilities and the production process of building materials in Iran.
Introduction
In past issues, one of the sections of the magazine was devoted to the discussion of architectural elements. The aim of this series of articles was to study the development of the components that make up a building, separately from critical discussions about the totality of architectural works. A number of readers who follow these articles suggested that we cover the discussion of building elements with greater attention to executive issues and to the realities of the building industry. In advanced countries, where building activity is the principal subject, research articles that take executive aspects into account attract readers, and specialised technology-of-architecture journals undertake to raise technical issues. In Iran, where building activity is widespread and the building industry has not yet found its proper place, addressing executive issues — alongside theoretical foundations — is among the necessities. From here we decided to link the discussion of architectural elements to the construction-and-industry section and bring artistic and technical issues together. In each issue, one architectural element will be raised together with attention to a particular family of materials. For example, in this issue, only metallic facades are discussed.
The facade is a sub-set of the more general discussion of the external skin or shell of a building. In historical architectures, the facade of important buildings was, in terms of design and material, somewhat independent of the parts behind, and was more elaborate. Modern architecture cast doubt on the independent facade and instead raised the broader topic of three-dimensional aesthetics. In any case, in the first half of the twentieth century the "building facade", however simple and unadorned, was attended to by designers. Mies van der Rohe's glazed facades and Alvar Aalto's brick walls are good examples of this kind. In the 1950s celebrated architects such as Hans Scharoun, Aalto, Le Corbusier, Bornard Tschumi-style figures, Pier Luigi Nervi and Eero Saarinen drew attention to the importance of the form of the roof shell.
In the 1960s and 70s, the growth of industrial production of building parts and the spread of curtain walls created the necessity of standardising the parts of the outer building skin. The role of Jean Prouvé in metallic facades (1950s and 60s) should be compared to the part played by Joseph Paxton, the designer of the Crystal Palace in Hyde Park, London (1850s), in glass facades. Prouvé, an architect and skilled blacksmith, devised many particular and creative solutions for metallic facades and curtain walls. He used machines, some of which he himself fabricated, that allowed him to experiment with various forming, bending and finishing methods on metal sheets in the building industry. His atelier — more like a technical workshop — was the place for making industrial-grade prototypes of metal panels which were later mass-produced.
High-tech architecture of the 60s and 70s spread the use of metal in building skins. The 80s and the development of design and production of metal facade pieces opened a new chapter in architecture. The Bercy Commercial Centre in Paris by Renzo Piano is an example. Previously, to build complex curved surfaces, the supporting structure would first be designed and built, then metal sheets would be measured, cut, bent and installed on site. In this project, on Peter Rice's proposal — the structural engineer and head of the Arup company — the entire outer surface of the building was designed on a variable modular grid; then the skin was built using 27,000 prefabricated steel panels in 34 different sizes and shapes.
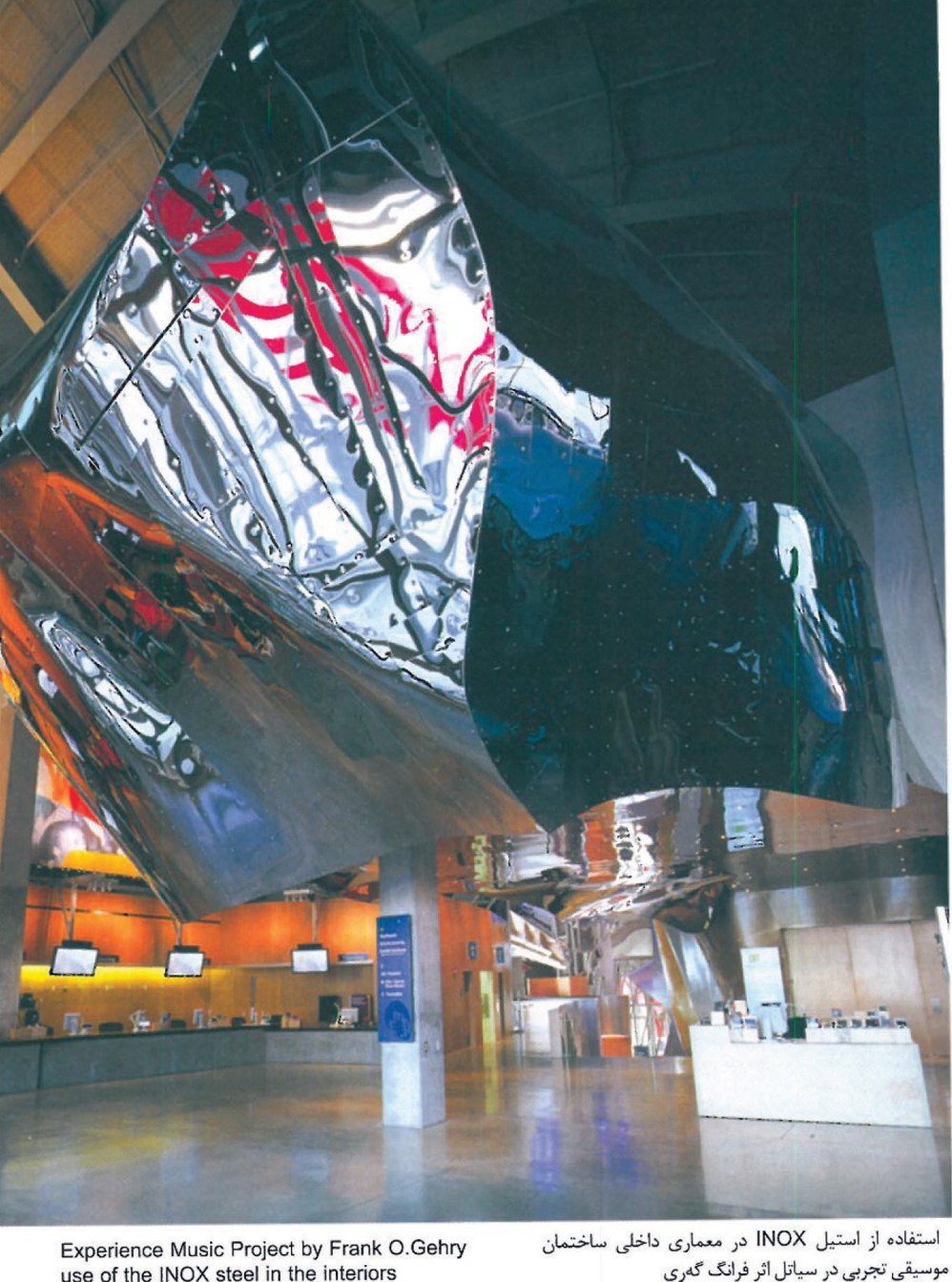
The development of CAD and CAM design techniques and computer-guided cutting machines provided the possibility of ordering varied metal pieces, without the need for craft work and at appropriate cost. This method was first tried on outstanding buildings of European countries, Japan and the United States and quickly spread. In creating his buildings — whose complexity is comparable with futurist and cubist sculpture — Frank Gehry has made full use of these possibilities. Computer-driven design methods and the use of programs such as CATIA (used in aircraft manufacture) provided, in building too, the possibility of precise control of the unfolded two-dimensional shape of three-dimensional volumes and the modelling of metal pieces. Renzo Piano in 1988, several years after the Beaubourg / Bercy experience, designed the curved roof of Kansai Airport in a single shape using LFM.
The post-modern style of the 70s and 80s encouraged the use of bright colours on the facade. Pre-painted (kiln-painted) aluminium and steel panels gave the possibility of varied and contrasting colour combinations. This technique, which spread quickly, gave architects a palette of dozens of colours (200-300 different tonalities of the principal colours and coloured greys). Aluminium sheets coated with a coloured plastic film expanded the possibilities of using colour and produced uniform and shining surfaces.
In the 1990s, alongside the form and colour of metal surfaces, attention was also drawn to texture and pattern. The growth of various finishing techniques on different metals and the possibilities of printing images and creating relief patterns on metal surfaces opened new fields in building design. Green oxidised copper panels (artificially produced), titanium sheets — with a silvery sheen and gentle, varied highlights — alongside many kinds of perforated and net-like metallic surfaces, became widespread in this period.
One of the old problems of working with metal sheets is achieving completely flat surfaces without using thick, heavy sheets in the facade. Today, multilayer aluminium panels — with a plastic core or with an aluminium core and plastic coating, that are light and fully flat on one side, and bend easily on the other — are widely used. They are offered with uniform colours, and especially with patterns resembling various granites and artificial stones. Among the multilayer sheets imported from aircraft technology into building are aluminium-clad panels with a honeycomb core of the same metal: their notable strength and the perfect flatness of their outer surfaces have drawn architects' attention. The thickness of these sheets varies from a few millimetres up to 3.6 cm (the thickest types being produced by Hunter Douglas).

Production process of metallic facades
Metals pass through several stages from production to installation on a building's facade (or roof). The most important are: 1) Sheet production — first stage; sheets in various thicknesses and dimensions are produced. In facades it is rare to use thicknesses below 0.5 mm. 2) Sheet finishing — the simplest is perforating the sheet (punching) for various patterns and to lighten weight; painting, lamination, sandblasting, plating, printing, and pressing relief patterns onto sheets are other examples. 3) Panel production — sheets are rarely used flat in facades; they are cut and bent according to various designs to produce more complex standard pieces with broader aesthetic, installation and strength capabilities. Many companies in the world, with the help of industrial designers and architects, develop new types of panel. Factors involved are weather resistance, variety of colour-pattern-design, earthquake and wind-load resistance, expansion and contraction, ease of transport and installation, low cost and easy maintenance. Because bent panels occupy a lot of space during transport and may be damaged in handling, large international firms prefer to export panels after cutting and let local producers carry out the bending. Precise design and cutting are the most important parts of panel manufacture.
4) Facade engineering — in today's world, beyond the traditional roles of architect and builder, a new actor is needed, the architect-engineer, who plays this role. The duties include: consultation with the architect for selecting the appropriate facade; converting the architect's preliminary design into a geometric and modular design adapted to the chosen technology and market possibilities; designing the facade grid and identifying the required components according to static and dynamic calculations; designing parts in large scale (1:1 or 1:2) and specifying all technical specifications and the complementary parts of the facade (joints, support structure, sealants, etc.); cost calculation and preparation of execution-schedule tables; supervision in producing real-scale samples; supervision in production; supervision in execution. Several internationally renowned specialists exist in this field — Anthony Hunt (UK), Mick Eekhout (Netherlands), Arnault de Bussiere (France), Robert Jan Van Santen (France) — most of the world's important works are theirs. Currently most facade-panel-supplying companies have their own technical offices that perform these services.
5) Support structure — metallic facades generally form continuous surfaces attached, by an independent structure, to the main building structure. The facade structure is made of available steel or aluminium profiles. This structure is in turn connected to the steel structure of the building or embedded in concrete beams via steel connections and brackets pre-welded or pre-installed. In Iran several companies produce special aluminium profiles to order, up to 30 cm wide; profile lengths are usually 6 m. 6) Execution — although the building's execution is given to a contractor, metallic facades, like other industrial parts of the building, are given to specialist sub-contractors. In Iran several companies operate in metallic-skin work — either as producer of a particular product, or as supplier of several types of imported or domestic products. These companies generally have acceptable technical knowledge and can solve various technical problems related to their products. It is always recommended that, before completion of the Phase-1 drawings, the design and execution of metallic facades (and false ceilings) be carefully reviewed with them. The exchange of information at this stage can play an important role in raising the quality of work.
Determining factors in the design of metallic skins
Three primary factors in the design of metallic facades are: the suction effect of air and wind; the rate of contraction and expansion of pieces due to temperature change; and earthquake force. These factors relate to the facade's capacity to absorb the imposed forces. They are generally addressed via expansion calculations (a joint of about 8-10 mm at each storey is created in the structures), the spacing and joints of the panels, and the joints of the structure to the body. Metal surfaces are themselves heat- and cold-conductors; alone they cannot serve as suitable cladding for the building. The two general solutions are: use of composite panels with an internal core of insulating materials; and creating a double-skin facade — with the outer skin of metal and the inner skin of light concrete, brick and other masonry or prefabricated materials. In the design of a metallic facade, distinguish between ventilated and non-ventilated facade. In the first, between the skin and the building's main body there is a gap in which air flows. In this facade, openings for entry and exit of air are necessary, and their amount is precisely calculated (about 1/500). The empty space between the two skins of the building causes the inner moisture, which penetrates outward through the microscopic pores of the wall, to become vapour before condensing. In summer too, the ventilated facade transmits less heat inward. The distance between the two layers is generally 6-60 cm. Non-ventilated facades require a moisture-resistant layer; in very humid climates this layer must be on the outer surface of the wall.
Metallic sheets generally — like a sheet of cardboard — show weakness in the face of mechanical forces in terms of shape change and stability. In using large sheets, reinforcement of the skin is very important. One method is to create a fine diagonal crease in the sheets (like air-conditioning ducts). The more usual method is to bend the edges of the sheet, which also helps installation. Another method is to create fine reinforcing folds along the sheet. A very common method today is to combine metal sheets with reinforcing materials such as concrete and synthetic fibres or to create multilayer panels (sandwich and composite types). Joints in metallic facades can be hidden or visible. In the hidden method, panels (bent sheets) are connected to the support structure via clips or hidden connections, or at most via screws. In the visible type, metal sheets sit, like a sheet of glass, in pre-installed frames. Another type of visible connection is sheet-laying like a roof slab — used also in the facade. In this method, the pre-folded edges of adjacent metal sheets are brought close together and then folded 180 degrees by hammering (standing seam). In the other direction, the sheets are placed sliding over each other according to the direction of rainwater fall.
Methods of covering and finishing metal surfaces
Among the important points in deciding the quality of metallic facades is durability against weathering. Many metals have a natural protection (oxide layer) that protects the metal from weathering and rust — for example aluminium, zinc, copper and titanium. The protective layer can be created artificially. Anodising of aluminium — usually accompanied by colouring — is one such method. In summary, anodising places the metal in a bath containing acid solution and passes a constant electric current through metal and acid. The term "anodise" comes from the fact that, in this process, the metal always forms the "anode" pole and the solution the "cathode." A relatively thick film of aluminium oxide is thus produced on the metal surfaces. In many cases, after anodising, the metal is dipped in another bath containing a coloured solution. Anodise colours generally include various coloured greys (light grey, black, dark brown, dark bronze, etc.).
Two common methods of creating a protective film on metal surfaces are vapour-metallisation and plating. Among technologies in which the coating is not metal or metal-oxide is enamelling. In this process a thin glass layer (such as silicon oxide) is created on metal surfaces by dipping the metal in solution, spraying or powdering, and then firing the sheet at 800 °C. The thickness of the enamel can vary between 80 and 200 microns. Surfaces finished this way are resistant to acids and bases.
Galvanising of iron sheet takes place by dipping it for several minutes in a bath of liquid zinc at 450 °C. The thickness of the galvanised coating is about a tenth of a millimetre. To increase resistance against weathering, the iron after galvanising can be hot-chromed or coated with a plastic film. Newly-galvanised surfaces can be painted; but galvanised sheet must be exposed to air for a few months before painting. For metal protection, various non-metal coatings — including coloured coatings and pressed polyester foils — are also used. One very common method is powder-coating with kiln baking. The colour powder is electrostatically attracted to the metal surface, and then the sheet is heated to 200 °C. In this process, the powder layer melts and turns into a homogeneous layer on the surface. All paints resistant to heat can be used. The thickness of the colour layer can vary from 20 to 500 microns.
In Iran, aluminium profiles and sheets with kiln-powder paint are available. Iranian companies such as Alopen and Doral generally accept orders for special colours when the quantity is large. Vorshoochi shop on Pamenar Street offers galvanised sheets coloured by powder-and-kiln method in several principal and uniform colours. These sheets can be bent up to 90 degrees without damage to the colour coating. The thickness of the sheets is 0.6 and 0.7 mm and the dimensions are 1×2 m. The two sides of the sheets, after painting, are protected with a PVE film, which is removed at the time of installation. The price of each sheet is about 10,000-11,000 toman. For large quantities, special-colour orders are accepted. In Iran aluminium profiles are produced in many tonalities of colour. Doral produces special profiles for facade-making — these profiles, of 10 cm width, 6 m length and channel section (extruded profiles), interlock in a particular way and produce continuous surfaces. In Iran, the thickness of the colour coating on aluminium profiles and sheets is generally between 45 and 50 microns. If the layer is thicker, the painted surface becomes uneven and orange-peel — unless the producer is asked specifically to apply more than one layer.
Transparent coatings, such as polishes or vitreous coatings fired in kiln, create a brilliant and resistant skin on the metal and prevent oxidation. This process plays an important role in finishing automobile body surfaces. In Iran, for finishing metal surfaces and preventing oxidation, various polyester materials can be used cold. One common method is brushing iron surfaces with a wheel (to create a scratched, shiny look) and then applying a polish coat with a brush. Note that polyester materials are generally brittle, and if the metal is subjected to impact and mechanical forces, there is a risk that, after a time, the transparent film may peel off. In the building industry, however, there are durable polyester, polyurethane, polyvinyl and other related polishes, very resistant, with no brittleness, that remain stable even after the sheet is bent.
Among the methods of producing visual change on metal surfaces are various finishings. The simplest is to brush iron surfaces with an electric grinder and then cover with various polishes. The metal then takes on a brilliant aspect and, depending on direction of brushing, fine hatching is visible. Pressing patterns onto metal sheets gives them a "matte" or "rough" appearance and at the same time increases sheet resistance. In Iran, various steel sheets with fine and coarse relief patterns are available. One common pattern, giving the steel a fabric-like texture, is called "gandomi" (wheat-grain). The Stainless Steel company offers these sheets (304 anti-rust steel), 0.7 to 1.5 mm thick, in 1.25×2.50 m and 1.5×3 m formats. The price varies according to thickness and dimensions: the maximum is about 120,000 toman per sheet, the minimum about 55,000 toman. Other types of steel sheet — scratch-finish anti-rust — are widely sold in the Pamenar metals market in Tehran.
Sand-blasting metal surfaces — using emery grains, stainless-steel filings, glass powder (silica), or ceramic grains — is also common. In ordering sand-blasting, the type and granulation of the materials sprayed onto the metal must be specified, and small test samples should be made if possible. The technique is used for cleaning metal surfaces and for aesthetic effect (creating a matte surface). The cost of sand-blasting in Iran is about 2,000 toman per square metre. In Tehran, workshops doing this work are mostly in the south of the city around former Maydan-e Sabigh-e E'dam.
Preventing metal weathering
In general metal surfaces require protection. One old method is impregnating the metal with oil after factory production. Another is pressing self-adhesive plastic films onto metal sheets — though these films are best removed as soon as possible; they are usually preferred to be left until building delivery. In facades, combinations of various coloured metals (copper, bronze, zinc, lead, etc.) can be used; but care must be taken that metals with greater chemical valency are not placed near each other — for example, if copper is placed above zinc and rainwater flows from above downward, the zinc will quickly weather. In the presence of moisture, mineral substances such as cement, gypsum and lime have a destructive effect on metals; where these materials are placed alongside, an insulating layer is necessary. In transport and installation of metals, care must be taken to avoid possible damage (which is hard to repair). If metals are to be stored long-term, moisture must not enter the storage.
Types of metals used in building
Steel
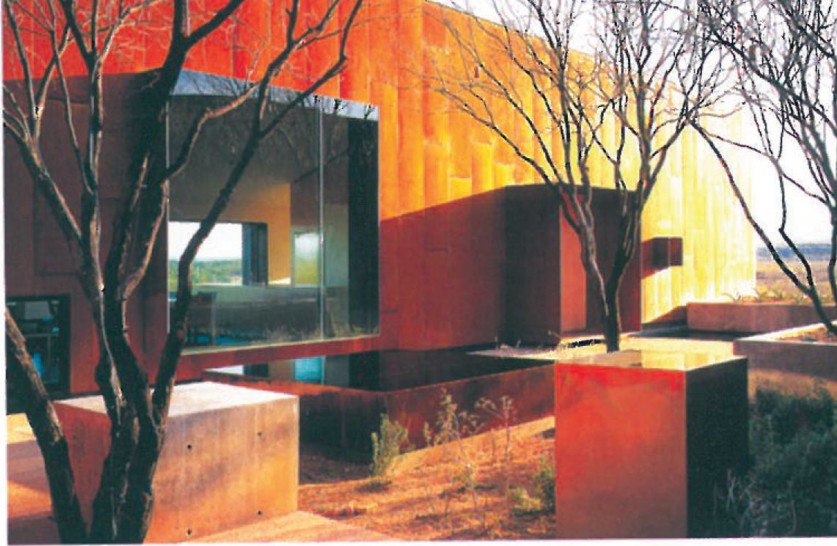
The difference between steel and structural iron lies in the relatively low content of unwanted materials such as carbon, phosphorus and sulphur. Quality steel in market terms is called estil. The steel used in facades has thicknesses between 0.25 and 2 mm. Sheet dimensions in the Iranian market are usually 1×2, 1.5×3, 1.25×2.50 and 1.5×3 m, in various thicknesses from 0.2 to 6 mm. A 1×2 m steel sheet with 1 mm thickness weighs about 15 kg. Low-alloy steels (with high impurities) oxidise and rust quickly. The rust layer protects the metal core from corrosion. Today rusted steel has aesthetic appeal and rust-coloured sheets are used artificially in building (Corten steel). Steel is environmentally acceptable. Different steel alloys have different properties. Anti-rust steel is created by adding metals such as chromium or manganese (at least 10.5%). Today there are over 120 types of stainless alloys for various uses worldwide. In the Iranian market, anti-rust steel (code 304), acid-resistant (code 316), heat-resistant (code 310) and abrasion-resistant (code 321) are available. The prices respectively are 1,900, 2,050, 3,700 and 1,800 toman per kg. So, for example, a square metre of 304 steel sheet — widely used in building — at 1 mm thickness costs about 14,250 toman. Steel corrosion is not entirely eliminated by anti-rusting; it depends on environmental conditions. Steel in salty air, under rain with chloride content or perspiration, suffers damage. Adding complementary metals — chromium, nickel, molybdenum, manganese and copper — can increase resistance, though in most cases such addition changes the principal properties of the steel.
Aluminium
After oxygen and silica, aluminium is the third most-abundant element of the earth's crust (8.1%). This light, silvery-grey, shape-able metal does not occur in nature in pure form. Aluminium is extracted at 2,000 °C, so its production cost is relatively high. Aluminium is rarely used pure. In contact with air, the outer surface of aluminium quickly oxidises, and a layer protects the metal from corrosion. The metal is very resistant to unfavourable weather. Its springy property makes it suitable for many kinds of clip joints. Aluminium does not enter the natural cycle of material conversion; but where durability is an important factor in design, it is very economical. Aluminium profiles are widely used to make doors and windows and the support structure of aluminium facades. In facade-making, however, composite sheets with aluminium cladding are preferred to plain aluminium sheets. The energy released in bending makes the corners of aluminium panels uneven. Aluminium can be coloured by powder-and-kiln method to any desired colour. In Iran, freedom of choice in colour is large for big quantities (usually more than 20 tonnes). Aluminium sheet is offered in 1×2 m and 1.25×1.25 m sizes, or as a roll with 1 m and 1.25 m widths. Sheet thickness is 0.3 to 3 mm. Aluminium price is generally 2,100 toman per kg. Specific gravity of aluminium is 2.75 g.
Zinc
Zinc forms 0.012% of the earth's crust. The metal can be rolled at 120 °C. It is available in the market as a low-alloy with copper and titanium. Due to a thin oxide film that forms naturally on the zinc surface, the metal resists environmental conditions. So zinc is one of the cheapest protective coatings for other metals. However, the metal weathers under heavy moisture and acid rain in the long term. Zinc is not toxic and its waste is 100% recyclable. Mechanical properties of zinc combined with titanium increase considerably. Standard zinc sheets are 0.7 to 1.5 mm thick, with a maximum width of 1 m. Zinc-sheet length in the international market reaches 6 m, and 1×2 m panels are commonly available. In Iran, zinc is not used for building purposes — its only application in industry is in printing for cliché-making. The largest zinc sheet sizes available in the Iranian market are 50×70 cm and 100×70 cm. Available thicknesses are 0.6, 0.7, 0.8 and 1 mm. Zinc price is generally 1,300 toman per kg.
Titanium
A silver-white, very malleable metal. In environmental abundance, 0.6%. At present titanium is produced and offered in two forms: pure (more than 99.5% purity, with 290-740 N/mm² strength) and as alloy (80-89% purity) with aluminium, vanadium, tin and chromium. Titanium-alloy strength is about 1,200 N/mm². Resistance is increased by alloy with palladium, nickel and molybdenum. Titanium, at equal strength, is lighter than steel — though its price is considerably higher. In the past it was used in aerospace and aircraft industries. For some time, in particular architectures (Frank Gehry's Bilbao Guggenheim Museum), this metal has been used in outer skins. Varied highlights and a matte silver colour are its characteristics. In the Iranian market titanium is available — Felzat-e Javad and some Pamenar Street sellers offer it. The price is 19,000-20,000 toman per kg. Pure flat sheets are available in 100×100 cm and 80×160 cm, with 2 and 3 mm thicknesses. Sheet thickness can be reduced to 1 mm by rolling, but this increases its hardness and reduces its flatness. In Iran, titanium is mainly used for plating and, owing to its high cost, has no application in building.
Copper
Copper is a heavy, relatively soft, durable, malleable metal and a good conductor of heat and electricity. It forms about 0.007% of the earth's crust. A natural oxide layer forms on copper surfaces and protects the metal from corrosion; but copper's oxidation form depends on environmental conditions and even the geometric shape of the coated surface. If oxidation is accompanied by copper carbonate, the layer becomes green; in other conditions, various dark colours with brown traces appear. Today in advanced-country building industry, green copper is artificially produced. In Iran an aged appearance can be artificially given to copper (patina copper) — used in the facade of the Bar Association building near Argentina Square in Tehran by Sayyed Hadi Mirmiran. In Iran, copper sheets are offered in various dimensions and 3-5 mm thicknesses. Common sheet size is 66×60 cm. Copper price is about 2,550 toman per kg. A 200×66 cm sheet at 1 mm thickness weighs about 12.5 kg. Such a sheet is estimated at 24,000 toman per square metre. Brass — composed mainly of copper and zinc — is offered at slightly less than copper, about 1,000 toman per kg. The specific gravity of copper and brass is close. To prevent darkening of copper and brass surfaces, they can be polished and covered with polyester. The cost of polishing per square metre is about 5,000 toman.
Lead
A malleable, soft, very heavy and somewhat toxic metal. About 0.002% of the earth's crust. Lead resists atmosphere thanks to a thin oxide layer that forms on its surface. Lead in light water with high O₂ partly dissolves, which is why it is no longer used to make water pipes. Throughout history this metal was much used in building (roof coverings, joining stone pieces and plumbing) but other metals have replaced it. Today its specific use is in radiology rooms, as a shielding material against radiation. It can also be used for roof covering and facades. In building, lead alloys are still used to make flashings and water-channels — in this state lead is not harmful for health. In Iran lead sheets are widely available, with width 50 cm and length 2 m. Lead price is about 520 toman per kg. A 2×3 m lead sheet at 2 mm thickness weighs about 27 kg and costs about 14,000 toman.
Types of metallic materials
Corrugated galvanised sheets — by their particular geometric form, are more resistant; generally used in roofing. One simplest form is the trapezoidal pattern. Galvanised sheets with continuous trapezoidal section are bent. The useful width of these sheets is generally 80 cm. Other sections are sinusoidal/curved or wave-form, similar to fibreglass sheets (Iranite). Other patterns include shadowline B85 and B (compositions of trapezoid in variable pattern). Generally trapezoidal pattern is used in rainy regions, sinusoidal in climates like Tehran. Shadowlines, with broader smooth surfaces, have less resistance. Sinusoidal and shadowline sheets in the market have about 90 cm useful width.
Perforated (punched) sheets — diversity is very high. Hole shape, size and spacing differ. Hole diameter varies from 1 to 50 mm. One rule of producing punched sheet is that hole diameter not be less than sheet thickness. Used to create a net-like visual feel: such coverings appear closed from outside but transparent from inside. Punched sheets are good filters against sunlight. Holes can have various shapes — in Iran, usually circle, square and clover. Circular type has more variety in dimensions; holes can be 2 to 20 mm. Holes can be in parallel rows in horizontal and vertical directions or staggered. For large quantities, custom punched-sheet patterns can be ordered. The punching process releases energy that makes the sheets lose flatness somewhat — corrected before installation. The sheet can have a flat or raised (like kitchen graters) surface. In Iran, perforated sheets at 1×2 m and 1 mm thickness are about 8,000 toman. Prices for 2 mm sheets vary by hole quantity and sheet thickness, ranging from 20,000 to 60,000 toman, and 3 mm sheets from 30,000 to 65,000 toman. Used especially in architecture and interior decoration.
Stretched-mesh / expanded sheets — produced by slitting a regular iron or steel sheet and stretching it 2-3 times normal length. Networks with various geometric motifs are produced without any waste. Stretched-mesh sheets are light, springy and varied. The method can be applied to other metals — copper, bronze, stainless steel, zinc, brass, iron, steel. Iran-Mes factory is a major producer of these products. Prices range from 550 to 1,500 toman per kg. From the more resistant and thicker types of stretched mesh, semi-transparent facades can be made.
Woven metallic textile — produced from metal wires of round or flat section in various designs. Materials used: steel, titanium, stainless steel, copper and brass. If the diameter of wires or cables exceeds 2 mm, the wave shape of wires must be applied via pressing before weaving. Maximum width abroad is 8 m; in Iran about 120 cm. Lengths vary, with one standard at 2×1 m. Steel-textile price is 450 toman per kg. Mesh-4 textile (4 mm wire diameter and 40 mm spacing) weighs about 8 kg/m². Mesh-5 (5 mm wire, 50 mm spacing) weighs 12.5 kg. Mesh-3.5 (2 mm wire) about 12 kg. Boorse Toori and similar shops offer various metallic textiles. Shop No. 316 in Pamenar offers stainless-steel textile with 1.8 mm wire and 120 cm width. Price is about 65,000 toman per square metre. Metallic textiles can be presented as natural, anodised, painted or acid-washed. Recently architects have shown great attention to these materials and well-known architects have used them. Metallic textiles are also used as wind-breaks and as protective screens. Their installation and maintenance are easy; only the connection to the building body needs particular details.
Multi-layer (composite) panels — formed of a plastic core and light metal cladding on both sides. As far as the writer knows, sizes available in the Iranian market are: width 96.5 cm to 157.5 cm, maximum length 7.20 m. Panel thickness in Iran is 3, 4 and 6 mm; abroad 8 and 10 mm thicknesses are also available. Although these materials are relatively expensive, owing to high stability, low weight, great variety of colour, ease and accuracy of execution, and the lack of need for a heavy support structure, they are a good facade material. In Iran the all-in cost of a facade of this type is estimated at 70,000-100,000 toman per square metre. Doral is one of the major suppliers in Iran preparing and installing these panels in facade systems. The two common panels in Iran are Alpolic and Al-Clad — both supplied by Mitsubishi Chemical. Bending the panel edge for installation is done by grooving (with a special device) along the bend line, then pressing slightly — so panels do not deform from press-bending energy release. Strength-equivalent to aluminium sheet but 15-40% lighter. Al-Clad consists of two 0.5 mm aluminium sheets with a fire-resistant mineral core; Alpolic consists of two aluminium sheets with the same thickness around a thermoplastic core. Sawing, cutting, grooving and drilling the panels is easy. Final cladding includes solid and metallic colours, granite patterns (red, pink, white, black) and white marble. Sound insulation is about 25 dB. Alucobond sheets — also available in Iran — include various aluminium panels with honeycomb core of the same material. These self-supporting, hard panels, with thickness between 6 and 25 mm, have a metallic look and a flat, uniform surface, suitable for facade-making in silver and matte colour.
Sandwich panels — generally used in industrial soles, formed of two metal sheets and a polyurethane core resistant to heat and cold. Self-supporting and resistant; used as outer wall and roof covering. The thickness from foam injection and the corrugation of the cladding sheets increase resistance. Sandwich panels are offered in various dimensions, colours and sections. They are made to install easily and interlock. An 80 mm panel can produce a 6 m wall without need for reinforcement. The roof type can cover a 4-6 m span. Weight is very low — about 11-18 kg/m². The metallic part can be aluminium-alloy, galvanised steel, copper or other alloys, and the insulating core can be rock wool, polyurethane foam, polystyrene foam, etc. These materials have even been used in important cultural buildings such as Norman Foster's Sainsbury Centre for Visual Arts. Mammut Co. is one of the major producers of sandwich panels in Iran. Mammut panel thicknesses range from 40 to 200 mm. Standard widths are 1.08, 1.15 and 1.13 m. The cladding sheet pattern in the roof type is shadowline and trapezoidal; in the wall type it is flat. Cladding can be plain or painted galvanised, plain or painted aluminium, or other materials. Mammut prices for 4, 6 and 8 cm thicknesses are 16,500, 18,500 and 21,000 toman per square metre. Roof-panel installation cost is 2,000 toman per square metre, walls 3,000 toman.
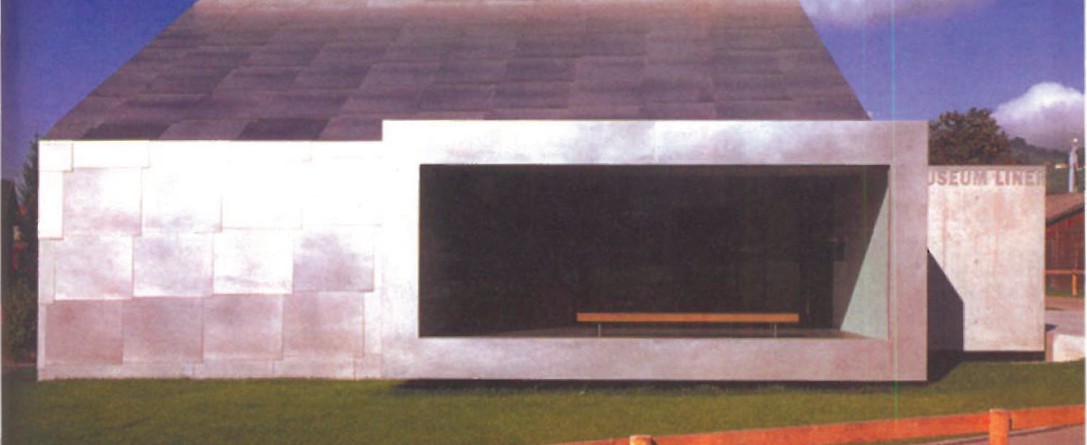
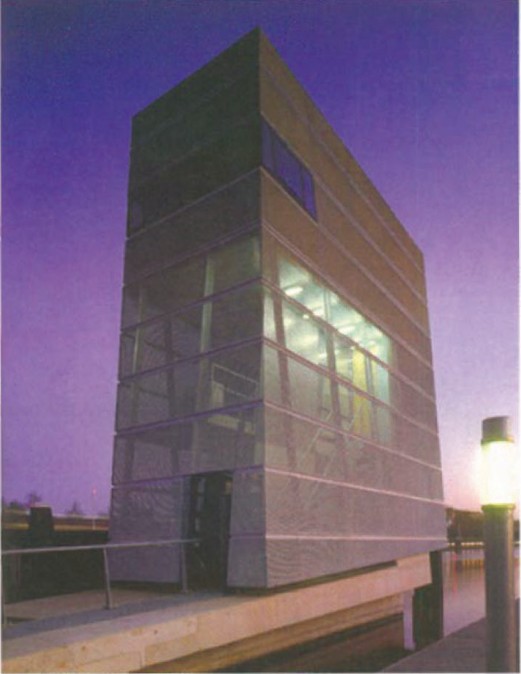
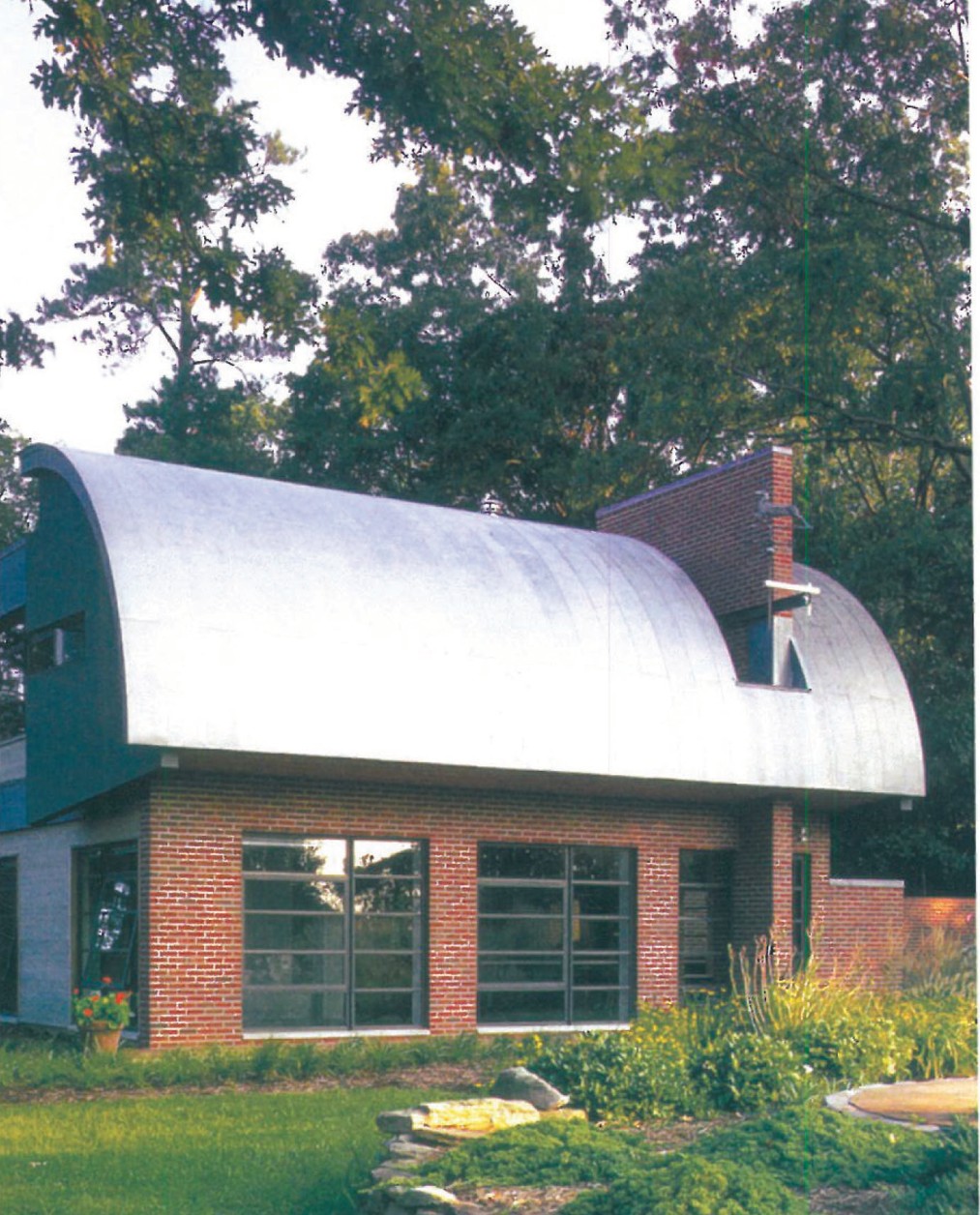
Notes: 1- Curtain walls; 2- Jean Prouvé; 3- Bercy; 4- Computer-Aided Design; 5- Computer-Aided Manufacturing; 6- Ventilated; 7- Cladding; 8- Vapour metallising process; 9- Plating; 10- Polyester; 11- Stucco; 12- Chemical valency; 13- Molybdenum; 14- Low-alloy; 15- Vanadium; 16- Palladium; 17- Alpolic; 18- Al-clad; 19- Thermoplastic. Sources: Massimiliano Molinari, Elementi di Facciata, Materiali Edili, Nov. 1998; Stefan Schäfer, Metal facade finishings, Detail, 2003 (1, 2); Philip Jodidio, Architecture Now II, Taschen, 2002; Philip Jodidio, Architecture Now, Taschen, 2001; Philip Jodidio, New Forms, Taschen, 1995. Captions: Above — oxidised copper facade in the Nordic Embassies, Berlin; bottom — corrugated steel sheet in a house in Borgamont Station Artist Loft by Pugh Scarpa Arch.; right — zinc-sheet covering on the Vitra Headquarters in Basel by Frank O. Gehry; Bascule Bridge and Bridgemaster's House by UN Studio with punched-steel facade; Museum Linner by Gigon Guyer with sandblasted steel sheeting; Museum in Cologne by Busmann + Haberer in titanium-zinc sheeting; Experience Music Project by Frank O. Gehry — naturally weathered steel; Tyler Residence by Rick Joy in Arizona — rusted iron facade; Maryland House by Wesley Wei roof in lead-coated copper; Lume Media Center, Helsinki, by Heikkinen + Komonen — steel-fabric mesh.







